




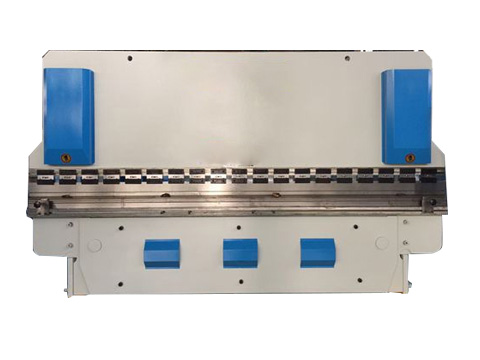
WC67Y125T4000液压补偿折弯机
机器的基本技术参数:
序号 | 项目名称 | 数值 | 单位 | 序号 | 项目名称 | 数值 | 单位 | ||
1 | 公称力 | 125 | KN | 10 | 主 电 机 | 型号 | Y160M-4 B5 | ||
2 | 工作台长度 | 4000 | mm | 功率 | 7.5 | KW | |||
3 | 立柱间距离 | 3200 | mm | 转速 | 970 | rpm | |||
4 | 喉口深度 | 320 | mm | 11 | 滑块行程速度 | 空载 | 60 | mm/s | |
5 | 滑块行程 | 120 | mm | 工作 | 7 | mm/s | |||
6 | 最大开启高度 | 400 | mm | 回程 | 52 | mm/s | |||
7 | 轴向柱塞泵 | 25MCY14-1B | 12 | 外形尺寸 | 长 | 4125 | mm | ||
8 | 最大工作压力 | 25 | Mpa | 宽 | 1600 | mm | |||
9 | 后挡料最大位置 | 600 | mm | 高 | 2400 | mm | |||
一、整机结构
机器采用整机焊接结构,机架由左右墙板、工作台、油箱、撑挡、同步轴及滑块等组成。
二、技术与工艺
|
|
数控折弯机(选配) | 滚珠丝杠直线导轨(选配) |
1、整体钢板焊接结构,机架厚实,刚性高,减震性强;
2、本机床的机械结构主要由机架、工作台、滑块、主油缸和后挡料等部分组成。完善的设计与制造工艺,可以有效的保证机床的制造和使用精度。主要结构件的制造工艺流程(过程检验穿插其中):
板料入库 理化检验 板料预处理(抛丸除绣) 数控火焰切割下料 切削加工各焊接结合面 组焊 气体保护焊接 振动时效处理 大型落地镗铣床等机械加工工序 装配成品;
3、机床的机架、滑块、工作台等主要件均利用国内名牌的数控大型落地镗铣床精加工而成,保证了主机的各项几何精度。
4、集成式液压控制系统,结构紧凑,减少了管路连接,提高了系统的可靠性和易维修性。
5、采用扭轴同步,在滑块两端装有2个同步摆臂,,使滑块动作始终与工作台保持平行, 工作时抗偏载能力强。油缸下限行程机械档块定位,连续工作折弯角度不漂移。上模加装挠度补偿机构,折板精度高。
6、挡料与滑块行程调整,手动微调,数字显示。液压动力单元结构紧凑,安装方便,采用了油液通道和接头数量被限制到最小程度的集成液压阀块,滑块上传动,速度调节范围大,工作平稳可靠。
7、上模配有挠度补偿机构,调节方便。
8、上动式折弯设计,工作平稳,操作方便、安全;
9、滑块在下止点有保压延时功能,确保工作件精度。
10、挡料部分:挡料采用电机传动,通过链轮带动两丝杠同步移动,计数器显示挡料尺寸,可手动微调。
- 上一篇: WC67Y-400T6000液压板料折弯机
- 下一篇:没有了;
